在丰田生产方式当中,有2个设备管理的指标,一个是“稼动率”,另外一个是“可动率”。那么你是否清楚这两者之间的区别呢?事实上,虽然似乎是清楚,但却使用错误、或者将二者记反了的情况是经常存在的。那么接下来我们就来详细的分析一下稼动率与可动率到底有什么特征和区别,哪一个是现场负责去提升的指标,哪一个是经营管理层去判断的指标。
1 稼动率
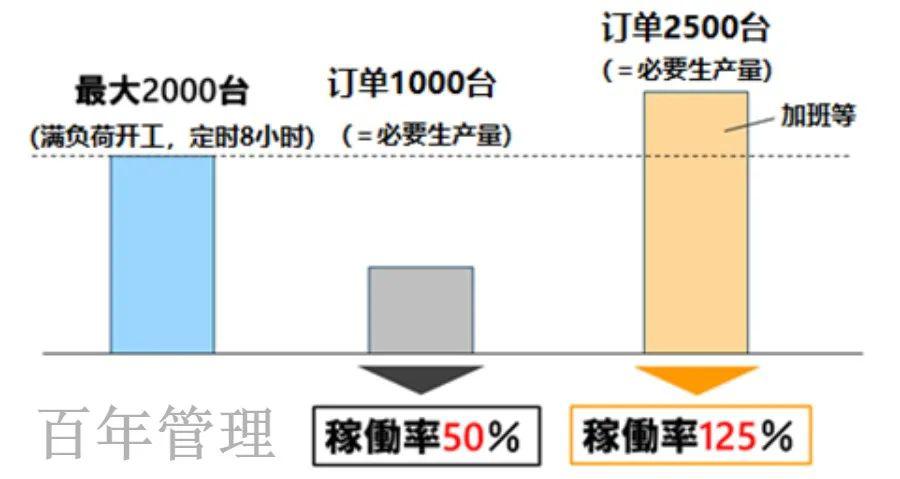
稼动率是指“针对定时条件下设备满负荷开工能力,生产出必要生产量所需的必要时间所占的比例”。也可以说是实际需求的负荷比例。在有些公司还称为“开工率”。
例如,假设设备定时条件下满负荷开工时最大可以生产2000台。此时,如果订单只有1000台,虽然能够生产2000台但却只需要1000台,因此稼动率就是1000台/2000台,也就是50%。而当订单有2500台时,必要生产量就超过了定时条件下满负荷开工能力的2000台,因此必须通过加班等进行对应。所以此时的稼动率就是2500台/2000台,也就是125%。这就是计算稼动率的基本思路。
1 稼动率由售卖情况决定
相信你已经注意到了,稼动率是由销售情况决定的。如果没有订单就是0%,而如果订单多,稼动率达到200%也是有可能的。需要注意的就是,制造部门不能强行的去提升稼动率。为什么呢?因为强行制造出非必要的库存,使库存积压是最大的罪恶。必须要避免为了单纯的提高稼动率的指标而导致库存不断累积的情况。一定不能忘记一切都是以必要生产量为前提的。
下面我们以开车为例来说明稼动率。对于自己有车的各位,你的车的稼动率大概是多少呢?开车主要是用于通勤、购物、兜风等等,一般来说一天也就是2个小时左右吧。那么如果来计算车的稼动率,按照睡眠时间8小时,那一天的定时满负荷开工时间就是16小时,这样一来稼动率就是2小时/16小时,也就是12.5%。那么你会想要去提升这个比较低的稼动率吗?因为这样做肯定是浪费所以大家都不会做的对吧!
在工厂里的稼动率也是同样的思路。一定是在必要的时候开动设备,并且只让设备开动生产需要的量,在这样的情况下判断负荷有多少的指标,这就是稼动率。
2 稼动率显示出设备投资的优劣
根据上面的内容,可以说稼动率显示了设备投资的优劣。如果销售出了预计的量,则稼动率是100%。然而如果预计的不准,只卖出了一半的量,那么稼动率就会降低至50%。或者销售量超出预期,达到2倍,稼动率就是200%。如果稼动率能够维持在100%前后,就可以判断出设备投资做的很准确。相反的,如果稼动率是50%、或者200%,就说明设备投资或者不足,或者过剩,也就是设备投资做的不好。因此,稼动率是针对市场环境,测量设备投资的优劣、设备负荷情况如何的标尺性指标。
换句话说,稼动率并不适合作为日常在现场使用的指标,而必须是经营高层和干部正确的理解事实情况、并思考如何对应时使用的指标。
3 稼动率长期低迷时如何应对
那么,如果稼动率长期持续低迷之时该如何考虑应对呢?例如,如果出现与当初的计划相比连续几个月稼动率都在50%前后,并且预计这种情况今后还将呈现同样的趋势时。此时考虑的对策方案主要方向包括:
·执行扩大订单的对策增加订单;
·通过不要设备的废弃或闲置,进行负荷的集中化,提高稼动率等。
2 可动率
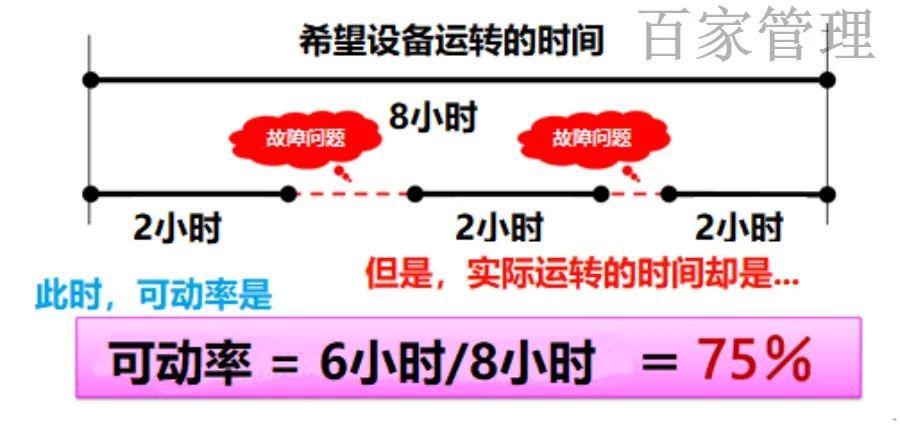
可动率是指“希望开动设备时,设备能够正常开动运转的时间的比例”。也可以说它代表了保全所带来的设备可靠性。例如,假设希望设备运转的时间是8小时。但是实际上发生故障等情况,实际运转的时间是6小时,那么这种情况下可动率是多少呢?此时可动率是由6小时/8小时,也就是75%。当然,现场最希望的是将故障控制为零,以最短的时间完成生产,这也是现场的目标。
1 可动率应该维持100%为目标的指标
因此,如果我们希望设备运转的时间是8小时的话,就必须以8小时时间里一直在正常运转的状态为目标。所以可动率应该时刻以100%为目标,它是现场应该负责提升的指标。
2 可动率显示出设备使用方法的优劣
设备停止的时间越少,说明使用得越好。但实际上,会有设备故障、换产切换、设备维护保养、清扫等等,各种各样的故障问题和必要作业阻碍设备的运转。例如,按照本来的设备能力,如果什么都不发生的话5小时就能完成,但是却因为换产和设备故障导致实际花了10个小时,这种情况并不少见。那么如何消除这些阻碍要因就非常重要,消除掉的部分也就是更好的使用了设备。所以可以说可动率代表了设备使用方式的好坏。
3 可动率的计算公式
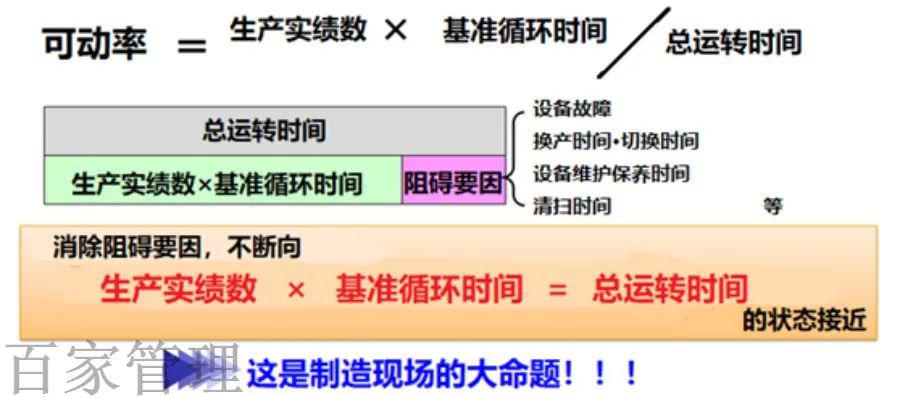
可动率的计算公式是「生产实绩数×基准循环时间/总运转时间」。如同下图所示,粉色部分的阻碍要因,是应该进行削减的时间。如何削减这些阻碍要因,使「生产实绩数×循环时间」不断接近「总运转时间」,这是制造现场的一大命题。可动率需要以100%为目标,通过积累日常的改善而不断提高。
3 稼动率与可动率的区别
◆稼动率表示的是实际需求针对定时满负荷开工能力的比例。是观测设备投资优劣的指标。
生产现场不可以强行提高稼动率,必须考虑包含扩大订单或集约设备等在内的提高稼动率的对策。
◆可动率表示的是希望开动设备时,设备能够正常运转的比例。是展示设备使用方式优劣的指标。
可动率要在现场进行日常管理,必须以100%为目标。可动率需要通过制造现场的设备故障降低、或换产时间缩短等措施进行提高。

免责声明:本文来源于网络,版权归原作者所有,且仅代表原作者观点,转载并不意味着铝加网赞同其观点,或证明其内容的真实性、完整性与准确性,本文所载信息仅供参考,不作为铝加网对客户的直接决策建议。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时与0757-85529962联系处理。






