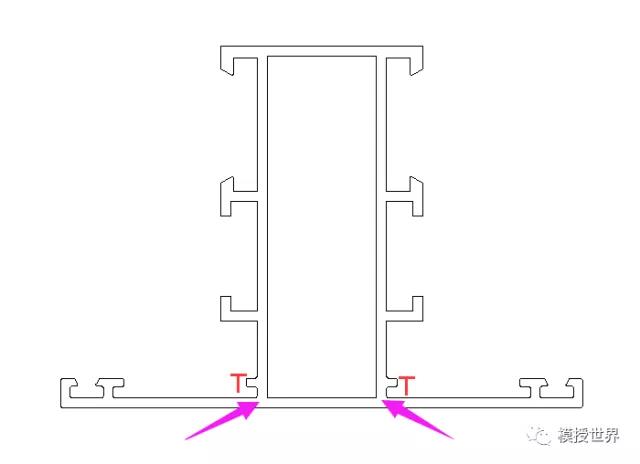
铝挤压型材,在铝合金型材平面厚度发生变化的交接处或铝型材分流模与平模的交接处会出现凸凹不平的现象,一般肉眼可能无法分辨,但通过表面处理,特别是进行铝型材喷涂表面处理时,表面会形成在暗影或骨影。
一分析生产原因:
1、铝型材模具分流孔设计比例不当;
2、挤压模具工作带设计、过渡不当;
3、冷却过程不均匀,交叉或厚薄区冷热不均造成收缩不同,拉伸变形;
二分流模改良设计方法(PKC7003示例):
a、调整挤压模具分流孔大小和芯头空刀尺寸以及模桥的位置;b、调整工作带过渡;见原设计图A、C;调整后设计图B、D。
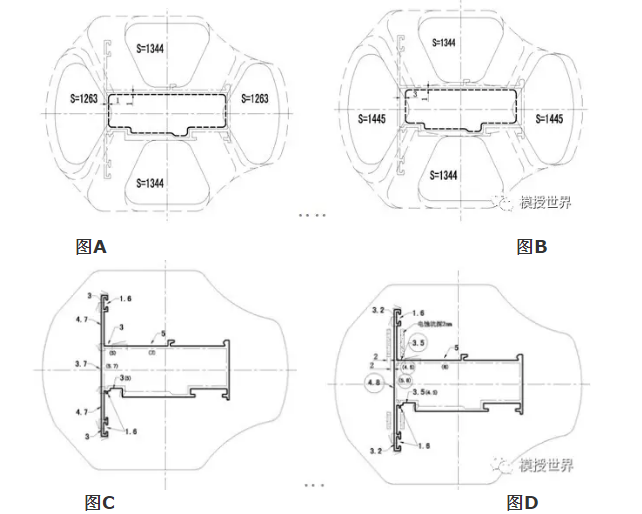
由图可看出,分流模上模改进后左、右分流孔增大,模桥位没有放在分流和平模交接处,左右芯头空刀位加大,芯头尖角位上提工作带0.5mm左右,模具的出料面配打工作带,减少摩擦力,让型材的尖点、转角处供料增加,保证供料均衡和组织的充分,有效避免暗影的产生;
分流模下模改变了工作带的分布,“T”字位工作带无过渡,工作带落差减少,取值平缓圆滑,为减少平模部分的流速,在平模部分电蚀2mm深的坑,使交接处的流速更加均匀一致,型材表面处理后的暗影大为减轻;其次,如“T”字位平模部分需要过渡,应离分流部一定距离过渡,小模芯取1~1.5mm,大模芯取2~3mm比较合适,而工作带值同壁厚尽量控制在2mm落差之内,另还需注意遇到模芯偏小时,上模工作带上下颈位应高出下模工作带1.5mm,以减少上模受挤压产生的弹性变形造成上下模工作带错位影响。
用于加工工作带高低点的电极,加工后要清除毛刺,尖角位,让其不少于R3的圆弧过渡,避免加工后尖角的产生;
三结果前后分析:
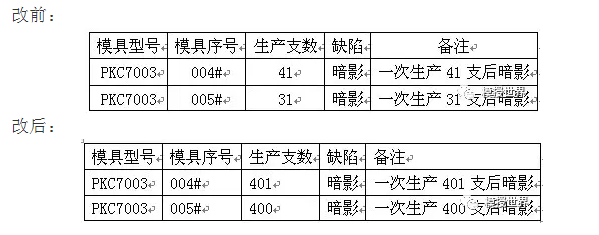
以上结果分析,按上述对型材模具设计调整后,模具生产的支数明显增加。当然暗影的产生还跟棒质、棒温、挤压速度、冷却等都有一定的关系,完全消除暗影还需各方面不断深入分析。对挤压型材的金属交接处的凸凹进行优化改良设计,使之表面涂装后,在光线下减轻色带的产生。

免责声明:本文来源于网络,版权归原作者所有,且仅代表原作者观点,转载并不意味着铝加网赞同其观点,或证明其内容的真实性、完整性与准确性,本文所载信息仅供参考,不作为铝加网对客户的直接决策建议。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时与0757-85529962联系处理。






