1.什么是连续铸轧法
连续铸轧是将连续铸造和轧制变形结合在一个工序中完成,即铸轧过程是在一对轧辊的转动中完成。铝液在冷却凝固的同时,受到一定的压力,产生一定量的塑性变形。
2.什么是连铸连轧法
连铸连轧是在连续铸造机后面配置热轧机,在连续铸造板(杆)坯还没有冷却到再结晶温度以下,板(杆)坯就在轧机的轧制力作用下发生塑性变形。

3.连续铸轧和连铸连轧的主要区别
连续铸轧过程中铸造过程与轧制过程是完全同步的;而连铸连轧过程是先完成连续铸造,然后将坯料在后续的热轧机上完成轧制。
4.两者的基本生产工艺流程
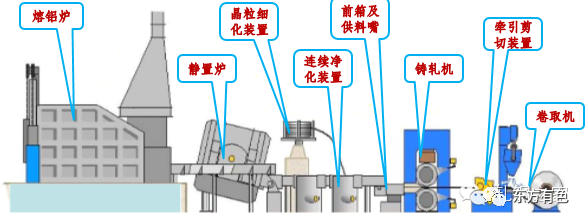
铝锭→熔炼炉→静置炉→除气→过滤→铸嘴→铸轧机→导向轮→卷取机
铝锭→熔炼炉→静置炉→除气→过滤→连铸机→热精轧机
5.连续铸轧的优缺点
优点:
A、设备简单、集中,缩短了从铝水—铸块—铸块处理—热轧板带的时间,节省了铸锭、锯切、铣面、铸块加热、开坯、热轧等多道工序,简化了生产工艺,缩短了生产周期,提高了劳动生产率,自动化程度高;
B、节能降耗,连续铸轧工艺的生产线配置合理,机构紧凑,方便操作,降低了热轧所需的一系列工序的能耗;
C、切头、切尾等几何废料少,成品率高,生产成本低;
D、由于连续铸轧带坯厚度较薄,冷却后可以直接冷轧,节省了大功率的热轧机和铸锭加热所消耗的电能和热能;
E、设备投资少,见效快,投资回收周期短,占地面积小,建设速度快,适合中小型铝板带材企业的建设;
F、连续铸轧坯料可完全替代热轧坯料用于铝及铝合金板、带、箔材的生产;
G、可以用部分回收废料做原料,生产成本低廉,在价格上颇具竞争力。
缺点:
A、能够生产的合金品种比热轧少,特别是结晶温度范围大的合金较难生产,只限于纯铝及软合金的生产,应用范围没有连铸连轧和热轧的范围广泛;
B、铸轧速度低,单台设备产量较低;
C、产品品种、规格不能频繁改变;
D、由于不能对铸锭进行铣面、修整,对某些化学处理的及表面质量要求高的产品会产生不利影响;
E、生产某些特殊制品,如深冲的制品,需要有特殊的生产工艺保证。
6.连铸连轧的优缺点
优点:
A、由于连铸连轧板带坯厚度较薄,且可直接带余热轧制,节省了大功率的热轧机和铸锭加热装备、铣面装备;
B、生产线简单、集中,从熔炼到轧制出板带,产品可在一条生产线连续进行,简化了铸锭锯切、铣面、加热、热轧、运输等许多中间工序,简化了生产工艺流程,缩短了生产周期;
C、几何废料少,成品率高;
D、机械化、自动化程度高;
E、设备投资少、生产成本低。
缺点:
A、可以生产的合金少,特别是不能生产结晶温度范围大的合金;
B、产品品种、规格不易经常改变;
C、由于不能对铸锭表面进行铣面、修整,对某些需化学处理的及高表面要求的产品会产生不利的影响;
D、由于性能限制,不能生产某些特殊制品,如易拉罐料;
E、产量受到限制,如需扩大生产规模,只有增加生产线的数量。
内容来源:东轻新产品、轧钢之家

免责声明:本文来源于网络,版权归原作者所有,且仅代表原作者观点,转载并不意味着铝加网赞同其观点,或证明其内容的真实性、完整性与准确性,本文所载信息仅供参考,不作为铝加网对客户的直接决策建议。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时与0757-85529962联系处理。






